

Углеродный эквивалент стали: полный гайд и расчет
2026-04-02
- Что такое углеродный эквивалент и почему он важен в 2026 году
- Основные формулы расчета углеродного эквивалента
- Интерпретация результатов: шкала свариваемости
- Практический расчет: пошаговый пример
- Факторы, влияющие на точность расчета и свариваемость
- Сравнительная таблица требований к подогреву
- Новые тенденции и цифровизация расчетов в 2026 году
- Частые ошибки при определении свариваемости
- Заключение
- Источники информации
Углеродный эквивалент стали — это расчетный показатель, позволяющий оценить свариваемость и склонность металла к образованию трещин без проведения дорогостоящих физических испытаний. Если вы инженер-сварщик, технолог или студент, столкнувшийся с необходимостью выбора режима сварки для новой марки стали, именно этот параметр станет вашим главным ориентиром. В условиях современного производства, где требования к надежности конструкций в 2026 году достигли беспрецедентных высот, понимание того, как рассчитать углеродный эквивалент и интерпретировать полученные данные, является критически важным навыком. Эта статья предоставит вам полное руководство: от фундаментальных формул до практических кейсов применения в арктических условиях и высоконагруженных узлах.
Что такое углеродный эквивалент и почему он важен в 2026 году
Сталь — это не просто железо и углерод. Это сложный сплав, в который добавляются легирующие элементы (марганец, хром, никель, молибден, ванадий и другие) для придания специфических свойств: прочности, коррозионной стойкости, жаропрочности. Однако каждое улучшение механических характеристик часто сопровождается ухудшением технологических свойств, в частности, свариваемости.
Углеродный эквивалент стали (часто обозначаемый как Сэ или CE) — это условная величина, которая приводит содержание всех легирующих элементов к эквивалентному содержанию углерода. Проще говоря, эта формула отвечает на вопрос: «Насколько эта сложная легированная сталь ведет себя при сварке так, будто она содержит больше углерода?»
Почему это так важно? Углерод является главным элементом, определяющим твердость и прочность стали, но именно он виновник главной проблемы при сварке — образования закалочных структур в зоне термического влияния (ЗТВ). Эти структуры хрупки и склонны к образованию холодных трещин. Чем выше содержание углерода и других упрочняющих элементов, тем выше риск разрушения сварного шва.
В 2026 году, с внедрением новых высокопрочных сталей для строительства мостов, трубопроводов в арктической зоне и корпусов судов ледокольного класса, роль расчета углеродного эквивалента возросла многократно. Современные стандарты требуют не просто эмпирического подбора режимов, а точного математического обоснования технологии сварки. Именно поэтому ведущие поставщики металлопродукции, такие как компания ООО «ХЭБЭЙ ДУОДЖА МЕТАЛЛ», делают особый акцент на качестве сырья и строгом соответствии химического состава заявленным стандартам. Как производитель широкого спектра металлических изделий и крепежных решений для строительной и промышленной отраслей, «ХЭБЭЙ ДУОДЖА МЕТАЛЛ» понимает, что надежность конечной конструкции — будь то фотоэлектрические аксессуары для солнечной энергетики, детали для железных дорог или элементы сейсмозащиты — напрямую зависит от предсказуемости поведения стали при сварке. Продукция компании, сочетающая доступность и высокое качество, проходит тщательный контроль, чтобы обеспечить инженерам стабильные исходные данные для расчетов углеродного эквивалента, гарантируя долговечность соединений даже в самых суровых условиях эксплуатации.
Поисковый интент и цели расчета
Когда специалисты ищут информацию про углеродный эквивалент стали, они обычно преследуют одну из трех целей:
- Оценка свариваемости: Определить, можно ли варить данную сталь без предварительного подогрева.
- Выбор технологии: Рассчитать необходимую температуру предварительного и сопутствующего подогрева.
- Контроль качества: Проверить соответствие поставляемого металла требованиям проекта (например, по ГОСТ или ISO).
Данное руководство покроет все эти аспекты, предоставляя актуальные формулы, таблицы и методики расчетов, принятые в международной и российской практике.
Основные формулы расчета углеродного эквивалента
Не существует единой универсальной формулы, которая подходила бы для всех случаев. Различные международные организации и научные школы разработали свои методики, каждая из которых имеет свою область применения. Выбор правильной формулы зависит от типа стали, толщины металла и стандарта, которому следует проект.
Формула Международного института сварки (IIW)
Наиболее распространенной в мире является формула, разработанная Международным институтом сварки (IIW). Она чаще всего применяется для низколегированных конструкционных сталей с содержанием углерода до 0,25%.
Формула выглядит следующим образом:
CE(IIW) = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Где символы элементов обозначают их массовую долю в процентах (%):
- C — Углерод
- Mn — Марганец
- Cr — Хром
- Mo — Молибден
- V — Ванадий
- Ni — Никель
- Cu — Медь
Область применения: Эта формула лучше всего работает для сталей с умеренным содержанием легирующих элементов. Она широко используется в Европе и России при оценке свариваемости строительных сталей.
Японская формула (Ito-Bessyo или Pcm)
Для современных высокопрочных низколегированных сталей (HSLA), которые активно используются в нефтегазовой отрасли и судостроении, формула IIW часто дает завышенные результаты. В этом случае применяется японская формула, известная как параметр трещинообразования (Pcm).
Формула Ito-Bessyo:
Pcm = C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/10 + 5B
Особенности этой формулы:
- Она более чувствительна к содержанию бора (B), который даже в микродозах сильно влияет на прокаливаемость.
- Коэффициенты при элементах меньше, чем в формуле IIW, что отражает реальное поведение современных чистых сталей с низким содержанием серы и фосфора.
- Рекомендуется для сталей с содержанием углерода менее 0,18%.
Американский подход (AWS и CE(AWS))
Американское общество сварщиков (AWS) использует свою вариацию расчета, которая часто встречается в спецификациях для трубопроводов и резервуаров.
CE(AWS) = C + Mn/6 + Si/24 + Ni/15 + Cr/5 + Mo/4 + V/4
Эта формула придает больший вес молибдену и ванадию по сравнению с формулой IIW, что делает её более консервативной для некоторых марок американских сталей (например, серии ASTM A572 или A514).
Какую формулу выбрать?
Выбор формулы диктуется техническим заданием или стандартом проекта:
- Для общих конструкционных сталей (Ст3, 09Г2С, S235, S355) — используйте CE(IIW).
- Для высокопрочных трубных сталей (X70, X80, X100) и тонколистового проката — используйте Pcm.
- При работе по американским стандартам (ASME, API) — проверяйте требование к CE(AWS).
Важно помнить: если в документации не указано иное, по умолчанию в РФ и Европе используется формула IIW.

Интерпретация результатов: шкала свариваемости
Просто рассчитать число недостаточно. Главная ценность показателя углеродный эквивалент стали заключается в возможности классифицировать материал по степени сложности его сварки. Ниже приведена подробная шкала, основанная на значении CE(IIW), которая поможет вам принять правильное технологическое решение.
Группа 1: Отличная свариваемость (CE < 0.35%)
Стали с углеродным эквивалентом ниже 0,35% считаются легко свариваемыми.
- Характеристика: Риск образования закалочных структур и холодных трещин минимален.
- Технология: Сварка может производиться без предварительного подогрева практически при любых толщинах (за исключением экстремально низких температур окружающей среды).
- Примеры марок: Сталь 20, 09Г2С (при определенном составе), европейские S235JR, S355J2.
- Рекомендация: Достаточно соблюдать стандартные параметры режима сварки. Специальные меры предосторожности не требуются.
Группа 2: Хорошая свариваемость (CE 0.35 – 0.45%)
Это наиболее распространенная группа конструкционных сталей средней прочности.
- Характеристика: При увеличении толщины металла или снижении температуры окружающей среды возрастает риск появления трещин.
- Технология: Для толщин свыше 20-25 мм рекомендуется предварительный подогрев до 100–150°C. Необходимо использовать низководородные расходные материалы.
- Примеры марок: Сталь 30ХГСА, некоторые партии стали 09Г2С, европейские S420, S460.
- Рекомендация: Обязателен контроль влажности электродов и флюсов. Подогрев определяется толщиной листа и температурой цеха.
Группа 3: Ограниченная свариваемость (CE 0.45 – 0.60%)
Стали этой группы требуют строгого соблюдения технологии.
- Характеристика: Высокая склонность к закалке в ЗТВ. Без подогрева сварка невозможна.
- Технология: Предварительный подогрев обязателен (температура 150–250°C и выше). Необходим сопутствующий подогрев в процессе сварки и замедленное охлаждение после неё (термообработка).
- Примеры марок: Стали типа 40Х, 35ХГЛ, некоторые износостойкие стали.
- Рекомендация: Требуется разработка индивидуальной технологии сварки (ТТ). Использование только основных электродов с покрытием основного вида (типа УОНИИ).
Группа 4: Плохая свариваемость (CE > 0.60%)
Высоколегированные и инструментальные стали.
- Характеристика: Крайне высокая склонность к образованию трещин. Зона термического влияния становится очень хрупкой.
- Технология: Требуется высокий предварительный подогрев (до 300–400°C), строгий контроль межслойной температуры и обязательная последующая термообработка (отпуск) для снятия напряжений.
- Примеры марок: Инструментальные стали, рессорно-пружинные стали (65Г, 60С2А).
- Рекомендация: Сварка таких сталей часто заменяется клепкой или болтовыми соединениями. Если сварка неизбежна, требуется участие высококвалифицированных технологов.
Практический расчет: пошаговый пример
Давайте разберем реальный кейс, чтобы закрепить теорию. Представим, что нам нужно оценить свариваемость партии стали марки 09Г2С, которая часто используется в строительстве магистральных трубопроводов и металлоконструкций в северных регионах.
Из сертификата качества (сертификат № 12345 от марта 2026 года) мы берем химический состав в процентах:
- Углерод (C): 0.14%
- Марганец (Mn): 1.45%
- Кремний (Si): 0.60%
- Хром (Cr): 0.30%
- Никель (Ni): 0.30%
- Медь (Cu): 0.30%
- Остальные элементы (Mo, V) отсутствуют или ничтожно малы.
Шаг 1: Выбор формулы
Так как это конструкционная низколегированная сталь, используем формулу IIW:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Шаг 2: Подстановка значений
- C = 0.14
- Mn/6 = 1.45 / 6 ≈ 0.242
- (Cr + Mo + V)/5 = (0.30 + 0 + 0) / 5 = 0.06
- (Ni + Cu)/15 = (0.30 + 0.30) / 15 = 0.60 / 15 = 0.04
Шаг 3: Суммирование
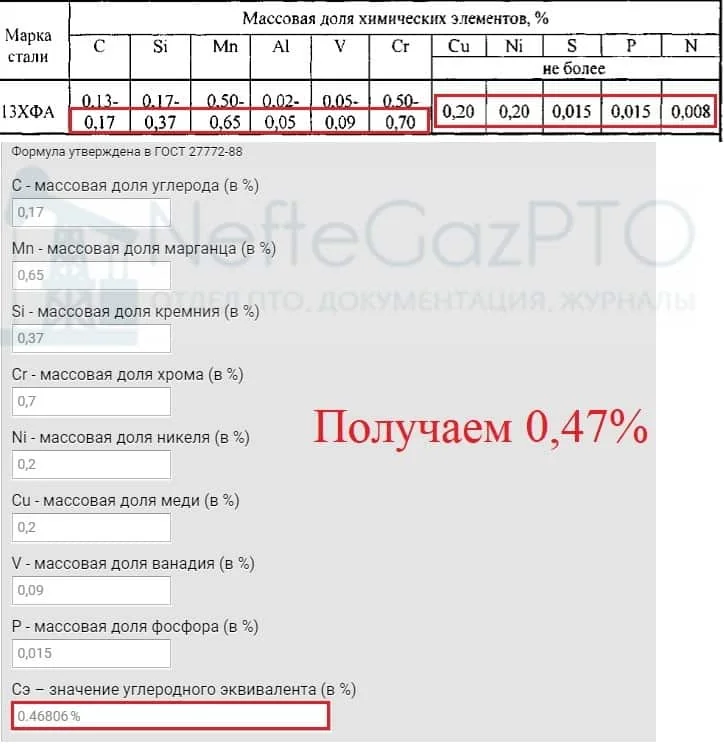
CE = 0.14 + 0.242 + 0.06 + 0.04 = 0.482%
Шаг 4: Анализ результата
Полученное значение 0.48% попадает в диапазон 0.45 – 0.60%. Это означает, что данная конкретная партия стали относится к группе с ограниченной свариваемостью.
Вывод для технолога:
Несмотря на то, что марка 09Г2С часто считается хорошо свариваемой, данный конкретный плавка имеет повышенное содержание марганца, что увеличило углеродный эквивалент. При сварке листов толщиной более 16 мм необходимо применить предварительный подогрев до 100–120°C. Игнорирование этого требования может привести к образованию холодных трещин в корне шва.
Этот пример наглядно демонстрирует, почему нельзя полагаться только на название марки стали. Химический состав может варьироваться в пределах допусков ГОСТ, и именно расчет углеродного эквивалента позволяет увидеть реальную картину.
Факторы, влияющие на точность расчета и свариваемость
Расчет углеродного эквивалента — мощный инструмент, но он не учитывает все нюансы реального производственного процесса. В 2026 году инженеры должны учитывать ряд дополнительных факторов, которые могут скорректировать выводы, сделанные на основе формулы.
Толщина металла и жесткость узла
Чем толще металл, тем быстрее отводится тепло из зоны сварки. Это приводит к более быстрому охлаждению и повышению твердости ЗТВ. Даже при низком CE (например, 0.38%), сварка толстолистового проката (более 40 мм) может потребовать подогрева, аналогичного тому, который нужен для сталей с высоким CE. Жесткость конструкции также играет роль: если детали сильно зажаты и не могут свободно деформироваться при нагреве/охлаждении, внутренние напряжения растут, увеличивая риск трещин.
Температура окружающей среды
Работы на открытом воздухе, особенно в условиях Сибири или Арктики, вносят свои коррективы. При температуре воздуха ниже -10°C скорость охлаждения шва резко возрастает. Стандарты (например, СП 70.13330 или СНиП) требуют повышения температуры предварительного подогрева на 20–50°C сверх расчетной при работе на холоде.
Источник нагрева и метод сварки
Различные методы сварки дают разное тепловложение:
- Ручная дуговая сварка (MMA): Низкое тепловложение, быстрое охлаждение. Требует более строгого контроля CE.
- Сварка под флюсом (SAW): Высокое тепловложение, медленное охлаждение. Позволяет варить стали с чуть более высоким CE без подогрева.
- Лазерная и гибридная сварка: Характеризуются очень высокой скоростью и специфическим циклом нагрева. Для них традиционные формулы CE могут быть менее применимы, требуются специальные корректирующие коэффициенты.
Водород — скрытый враг
Углеродный эквивалент оценивает склонность к закалке, но трещина образуется только при совокупности трех факторов: закалочная структура, напряжение и водород. Использование «сырых» электродов или загрязненного газа может спровоцировать трещины даже в стали с приемлемым CE. Поэтому правило «низководородных материалов» остается золотым стандартом для сталей с CE > 0.40%.
Сравнительная таблица требований к подогреву
Для удобства специалистов мы составили сводную таблицу, связывающую углеродный эквивалент, толщину металла и рекомендуемую температуру подогрева. Данные усреднены и базируются на рекомендациях IIW и российских нормативных документах актуальных на 2026 год.
| Углеродный эквивалент (CE) | Толщина металла (мм) | Температура окружающей среды | Рекомендуемый предварительный подогрев | Дополнительные меры |
|---|---|---|---|---|
| < 0.35% | До 25 | Выше -10°C | Не требуется | Стандартная сушка электродов |
| < 0.35% | > 25 | Ниже 0°C | 50–80°C | Прогрев кромок |
| 0.35 – 0.45% | До 20 | Любая | Не требуется (опционально 50°C) | Низководородные материалы |
| 0.35 – 0.45% | > 20 | Любая | 100–150°C | Контроль межслойной температуры |
| 0.45 – 0.60% | Любая | Любая | 150–250°C | Обязательный отпуск после сварки |
| > 0.60% | Любая | Любая | 250–400°C | Специальная технология, термообработка |
Важно: Данная таблица носит справочный характер. Для ответственных конструкций всегда следует разрабатывать Технологическую Карту (ТК) на основе производственных испытаний свариваемости.
Новые тенденции и цифровизация расчетов в 2026 году
Индустрия сварки не стоит на месте. В 2026 году расчет углеродного эквивалента стали все чаще интегрируется в цифровые системы управления производством.
Автоматизация через ERP и MES системы
Современные металлургические комбинаты передают химический состав каждой катушки или плиты в цифровом паспорте изделия. При поступлении металла на сварочный участок сканирование QR-кода автоматически загружает данные в систему, которая мгновенно рассчитывает CE и выдает рекомендации сварщику на терминал: «Подогрев 120°C», «Использовать электроды Э50А». Это исключает человеческий фактор и ошибки в расчетах.
Искусственный интеллект в прогнозировании
Передовые исследовательские центры используют машинное обучение для уточнения формул углеродного эквивалента. Алгоритмы анализируют тысячи реальных случаев сварки, учитывая микроструктуру, скорость охлаждения и дефектность швов, предлагая индивидуальные поправочные коэффициенты для конкретных марок стали, которые точнее классических формул IIW или Pcm.
Экологический аспект
Точный расчет подогрева позволяет экономить энергоресурсы. Избыточный подогрев — это лишние затраты газа или электроэнергии и увеличение углеродного следа производства. Оптимизация режимов на основе точного значения CE способствует выполнению целей устойчивого развития.
Частые ошибки при определении свариваемости
Даже опытные специалисты иногда допускают ошибки, которые могут стоить целостности конструкции. Вот список наиболее распространенных заблуждений:

- «Марка стали гарантирует результат»: Как показано в примере с 09Г2С, одна и та же марка в разных плавках может иметь разный CE. Всегда требуйте сертификат с фактическим химическим составом.
- Игнорирование кремния и бора: В некоторых формулах (например, Pcm) влияние этих элементов значительно. Их отсутствие в расчете по формуле IIW для высокопрочных сталей может дать ложное ощущение безопасности.
- Недооценка влажности: Расчет показал, что подогрев не нужен? Это не значит, что можно варить мокрыми электродами. Водород из покрытия может вызвать трещины даже в «мягкой» стали при высоких скоростях охлаждения.
- Путаница в формулах: Применение формулы IIW для сталей класса X100 даст завышенный результат и приведет к ненужным затратам на чрезмерный подогрев. И наоборот, использование Pcm для старых советских марок может занизить риски.
Заключение
Углеродный эквивалент стали остается фундаментальным инструментом в арсенале любого специалиста по сварке и металловедению. Несмотря на развитие цифровых технологий и искусственного интеллекта, понимание физической сути этого показателя и умение вручную проверить расчет необходимы для обеспечения безопасности и надежности металлических конструкций.
Правильное определение углеродного эквивалента позволяет:
- Предотвратить образование опасных трещин.
- Оптимизировать энергозатраты на подогрев.
- Выбрать верные сварочные материалы.
- Гарантировать долговечность сооружения в самых суровых условиях эксплуатации.
В 2026 году, когда проекты становятся сложнее, а цены на ошибки выше, подход к сварке должен быть научно обоснованным. Используйте приведенные в статье формулы, ориентируйтесь на актуальные стандарты и не забывайте, что за каждым процентом углеродного эквивалента стоит реальная прочность вашего изделия. Надежность таких комплексных решений, какие предлагает ООО «ХЭБЭЙ ДУОДЖА МЕТАЛЛ» для машиностроения и инфраструктурного строительства, начинается именно с грамотного выбора материала и понимания его сварочных свойств.
Помните: лучшая технология сварки — это та, которая разработана с учетом реального химического состава металла, подтвержденного расчетом углеродного эквивалента.
Источники информации
- Источник: Федеральное агентство по техническому регулированию и метрологии (Росстандарт) – ГОСТ Р ИСО 15608-2020
- Источник: International Institute of Welding (IIW) – Document IX-2390-20
- Источник: РБК – Обзор рынка металлопроката и новых стандартов сварки (2026)
- Источник: Научная электронная библиотека КиберЛенинка – Статьи по металловедению и сварке высокопрочных сталей
- Источник: American Welding Society (AWS) – D1.1 Structural Welding Code





Пожалуйста, оставьте нам сообщение
-


-
-


-


WeChat

-
WhatsApp
